

Како побољшати брзину производње линије за екструзију ВПЦ облога?
Оптимизација брзине производње за линије за екструзију ВПЦ облога: Свеобухватан водич
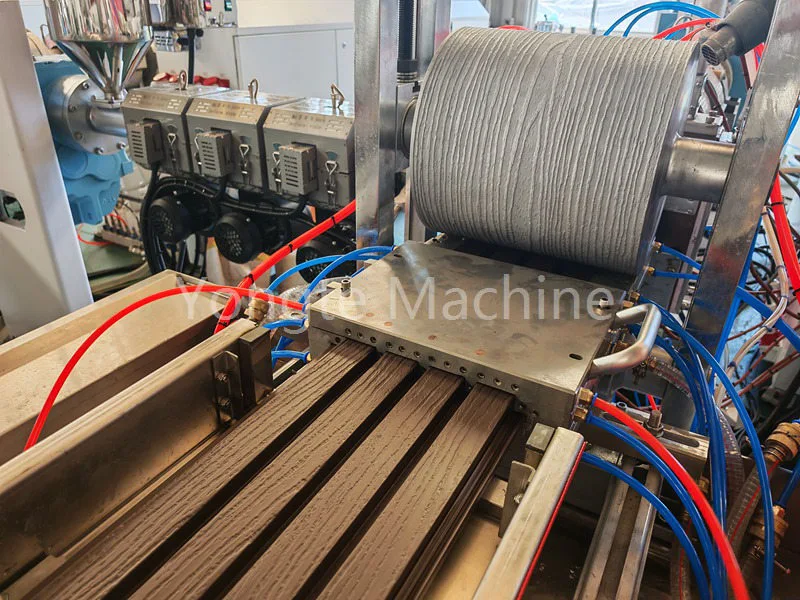
Ионгте је професионални произвођач за велике брзинеЛинија за екструзију ВПЦ подних облога са високим капацитетом за израду висококвалитетних производа за подове од ВПЦ. Да бисте максимизирали брзину производње уЛинија за екструзију ВПЦ подних облогаС, основна стратегија се фокусира на пет међусобно повезаних циљева: стабилизација ефикасности пластификације, минимизирање отпорности материјала, омогућавање брзог хлађења, обезбеђивање пуне синхронизације и смањење времена застоја—све уз поштовање строгих стандарда квалитета производа.

И. Формулација и предтретман сировина (основа за глатко екструзију)
1. Оптимизујте формулацију да бисте побољшали течност и термичку стабилност
· Компатибилни агенс/линкер: Додајте довољно малеинског анхидрида калемљеног ПЕ/ПП (нпр. МАХ-г-ПЕ) да побољшате адхезију дрвета прах-пластика, чиме се смањује агломерација и ломљење топљења.
· Систем мазива:
о Унутрашња мазива (нпр. стеаринска киселина, ПЕ восак) смањују вискозитет растопа, на тај начин смањујући топлоту на смицање завртња и оптерећење главне јединице.
о Спољна мазива (нпр. парафин, оксидовани полиетиленски восак): Смањите трење материјала у цилиндар/калуп и смањите притисак екструзије.
о Укупну количину додавања треба контролисати у оквиру 1%–3% да би се спречило прекомерно спољашње клизање које може да изазове слојевитост и површинске дефекте.
· Пуњење и дрвени прах: Садржај влаге у дрвеном праху треба контролисати на ≤3%, са уједначеном величином честица (80–120 месх); треба изабрати активни калцијум карбонат да би се смањила апсорпција уља и повећање вискозитета.
2. Мешање и предпластификација (предње уско грло)
· Врело мешање велике брзине у комбинацији са хладним мешањем обезбеђује равномерно мешање без мртвих зона, спречавајући локализовани „мртви материјал“ или агломерацију.
· Када је то изводљиво, процес претходног млевења може да се укључи да би се материјали у праху спојили у грануле, обезбеђујући стабилније пуњење, бржу пластификацију и повећање брзине линије за 20%–30%.

ИИ. Хост и завртањ екструдера (језгра погонске јединице)
1. Оптимизација завртња и цеви
· Високи однос ширине и висине (Л/Д=40–48) и паралелни двоструки шрафови високог обртног момента су одабрани да побољшају перформансе смицања и мешања, што их чини погодним за ВПЦ формулације са високим пуњењем.
· Комбинација завртња: повећајте запремину транспортне секције, оптимизујте распоред блока за мешање / смичног блока, смањите топлоту смицања и побољшајте ефикасност транспорта под претпоставком пластификације.
· Загревање цеви калупа: користи зонску прецизну контролу температуре (ПИД) са температурним флуктуацијама ≤±1℃ да би се спречило локализовано прегревање или недовољна пластификација.
2. Усклађивање брзине и оптерећења (кључ за убрзање)
· Брзина мотора: Постепено повећавајте брзину уз одржавање 70%-90% номиналног обртног момента и стабилне струје (ПЕ/ПП системи могу да достигну 150-250 о/мин).
· Синхронизација храњења: Користи се хранилица за губитак тежине, која је затворена петља повезана са брзином ротације главне машине како би се обезбедила брзина пуњења отвора за шрафове од 70%–90%, спречавајући „ротацију у празном ходу“ или преоптерећење.
· Вакумски систем: Одржава стабилан високи вакуум (-0,08 до-0,09 МПа), брзо уклања водену пару и испарљиве компоненте, смањује мехуриће, побољшава квалитет површине и повећава брзину обраде.

ИИИ. Калуп и подешавање (одредите максималну линеарну брзину)
1. Дизајн калупа и оптимизација канала протока
· Глава матрице типа вешалице и типа рибљег репа оптимизована ЦФД симулацијом имају глатки канал протока и уједначену расподелу притиска, што може да избегне лепљење материјала и локално прегревање.
· Размак матрице је разуман, а однос компресије је умерен (3-5:1), што смањује притисак екструзије и отпорност на топљење.
· Загревање калупа: са зонском контролом температуре и довољном снагом грејања, обезбеђује се да температура растопа у шупљини калупа буде уједначена, а флуидност конзистентна.
2. Систем калибрације (уско грло језгра за побољшање брзине)
· Издужени сто за подешавање (обично 8–12 м) повећава површину хлађења и време контакта.
· пролаз расхладне течности:
о Вода која циркулише са високим протоком и ниском температуром (15–25°Ц) се користи за брзо одвођење топлоте и скраћивање времена стврдњавања.
о Разпрскавање у више тачака у калупу и вакуумска адсорпција обезбеђују да профил брзо приања за калуп, одржава стабилност димензија и спречава деформацију.
· Вакумска стабилност: Обезбеђује да је профил у потпуности адсорбован у калупу за формирање уз равномерно хлађење, значајно повећавајући брзину вуче.
ИВ. Тракција, хлађење и задњи део (синхроно преко целе линије)
1. Трацтион Систем
· Машина за вучу са више ваљака, са високим трењем је синхронизована са главном брзином машине у затвореној петљи (ПИД), са линеарном флуктуацијом брзине ≤±0,1м/мин.
· Брзина екструзије која одговара брзини вуче: Под претпоставком омогућавања хлађења обликовања, постепено повећавајте вучу да бисте постигли „брзо екструзију + вучу великом брзином“.
2. Систем хлађења (секундарно хлађење)
· Проширите резервоар воде за хлађење у спреју (5–10 м) да бисте обезбедили да се профили брзо охладе на собну температуру након што напусте сто за формирање, спречавајући накнадну деформацију или лоше сечење.
· Помоћни вентилатор за хлађење: Површинско принудно хлађење ваздуха ради побољшања ефикасности хлађења.
3. Сечење и палетирање (смањење времена застоја)
· Производња је континуирана без заустављања.
· Оптимизујте параметре сечења да бисте смањили неравнине и отпад и смањили учесталост промене алата и чишћења.
· Аутоматско палетирање/слагање: смањује ручну интервенцију и побољшава ефикасност производње.

В. Контрола процеса и интелигенција (стабилизовано убрзање)
· Оптимизација температурне криве:
о Цев: ниска температура у одељку за пуњење (против премошћавања) → постепено загревање у делу за пластификацију → константна температура у одељку за хомогенизацију → нешто виша у глави матрице (да би се одржала флуидност).
о Избегавајте шаблон „ниско напред, високо позади“ да бисте спречили недовољну пластификацију и скокове притиска.
· Праћење притиска:
Одржавајте притисак главе матрице у разумном опсегу (нпр. 10–18 МПа). Ако дође до значајних флуктуација притиска, смањите брзину или прегледајте формулацију/калуп.
· Интегрисана контрола система:
ПЛЦ управља свим компонентама укључујући хост, напајање, вакуум, вучу, хлађење и сечење са старт/стоп једним додиром и подешавањем параметара у реалном времену.
· Онлајн инспекција:
ласерско мерење пречника, повратна информација о дебљини/ширини у реалном времену, аутоматско фино подешавање вуче/температуре, смањење отпада и времена застоја за подешавања.

Резиме
Да би се постигла свеобухватна оптимизација, побољшања морају обухватити вишеструке критичне области: претходну обраду формуле и сировина, конфигурацију главне машине за екструзију и завртња, дизајн калупа и системе обликовања, хлађење вуче и низводне процесе, као и контролу процеса и системе интелигентног управљања. Прво, оптимизација формуле материјала за побољшање флуидности и термичке стабилности — у комбинацији са прецизним мешањем и препластификацијом — успоставља основну основу за глатко екструзију. Друго, надоградња склопова навојних цеви уз обезбеђивање оптималног усклађивања брзине и оптерећења служи као кључни покретач за повећање брзине. Треће, софистицирани дизајн калупа, оптимизација канала протока и побољшања стола за вакуумско обликовање делују као кључни фактори за максимизирање брзине линије. Поред тога, оптимизација процеса у наставку—обухвата системе за вучу, линије за хлађење и аутоматизовано сечење/палетизацију—олакшава пуну синхронизацију и минимизира време застоја у производњи. Коначно, напредна контрола процеса и интелигентне технологије обезбеђују стабилну, доследну производњу, чиме се остварују одржива побољшања брзине без угрожавања квалитета производа.
Повезане вести
- Проба да се кокосова љуска претвори у ВПЦ под
- Машина за дробљење и млевење дрвног праха са високим приносом и уштедом енергије: Ионгте је прошао европски клијент о прихватању перформанси на лицу места
- ВПЦ гранулатор високих перформанси за европске клијенте
- Линија за екструзију пластичне грађе за чврсте плоче дебљине 50 мм
- Ионгте комплетира линију за екструзију оквира врата од чврсте пене за индијске клијенте
- Може ли Ионгте машина за пластичну грађу производити различите облике и величине пластичне грађе?
Оставите ми поруку











