

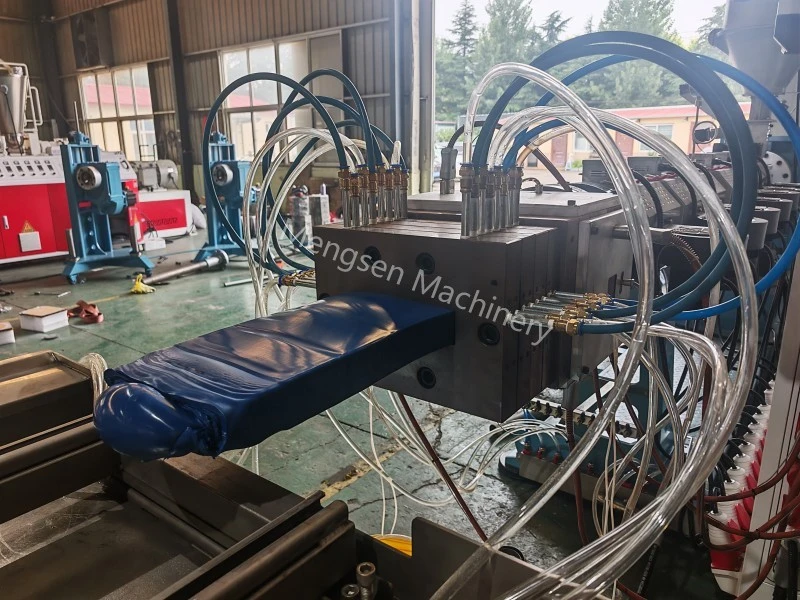
Линија за екструзију пластичне грађе за чврсте плоче дебљине 50 мм
Ионгте спроводи почетну пробну вожњу линије за екструзију пластичне дрвене грађе за чврсте дебеле панеле од 200 к 50 мм, оптимизује секцију за калупљење да би решила проблеме деформације
1. Преглед почетне пробне производње опреме
Недавно је Ионгте успешно завршио инаугуралну пробну производњу своје напредне линије за екструзију пластичне грађе, циљајући на обраду чврстих пластичних панела дебљине 200 к 50 мм. Придржавајући се концепта рециклирања ресурса и зелене производње, ова пробна серија је усвојила рециклиране пластичне отпатке као сировину, потврђујући прилагодљивост опреме отпадним пластичним материјалима и изводљивост масовне производње пластичне грађе дебљине.

2. Одличне перформансе пластификације рециклираних материјала
Током иницијалног процеса пуштања у рад, екструдер велике брзине је испоручио изузетне перформансе пластификације растопа. Под прецизном контролом параметара екструзије, рециклирани пластични остаци су у потпуности растопљени и хомогенизовани, при чему је растопљени материјал имао уједначену текстуру, добру флуидност и стабилан укупни ефекат пластифицирања. Одличан квалитет пластификације поставља чврсту основу за стабилну производњу рециклираних пластичних панела високих перформанси и доказује изузетан капацитет обраде материјала Ионгтеове опреме за екструзију за отпадне пластичне сировине.

3. Анализа испупчења и деформација панела
Ипак, у фази формирања ултра дебелих чврстих панела појавили су се циљани технички изазови. Због значајне дебљине готовог производа од 50 мм, постоји изражен температурни градијент између површине и основног слоја панела током процеса хлађења и обликовања. Површина дебеле плоче се брзо хлади и учвршћује, док материјал унутрашњег језгра задржава високу температуру дужи период и подлеже континуираном термичком скупљању током накнадног природног хлађења. Неконзистентна брзина хлађења и скупљања између спољашњег и унутрашњег слоја изазива неуравнотежено унутрашње напрезање, што на крају доводи до средњег испупчења и локалне деформације плоче дебљине 200×50 мм, што утиче на равност и тачност димензија финалног производа.

4. Решења за оптимизацију пресека калупа за калупљење
На основу детаљне анализе података о пробном раду и услова производње на лицу места, Ионгте технички тим је потврдио да се основно решење фокусира на структурну оптимизацију секције за калупљење. Имајући за циљ неуравнотежен ток растопа и проблеме са неравномерним хлађењем у облику ултрадебелих плоча, тим ће извршити циљане надоградње структуре канала протока матрице, система дистрибуције тока и распореда хлађења. Оптимизацијом отпора протока растопа у секцији за ливење, балансирањем брзине увлачења материјала у средње и ивичне области матрице и усклађивањем са степенастим и уједначеним дизајном хлађења, унутрашња концентрација напрезања дебелих панела ће бити ефикасно елиминисана. Ова оптимизација ће синхронизовати брзину хлађења и обликовања површинског и основног слоја производа, суштински решити дефект средњег испупченог деформисања 50 мм ултра дебелих чврстих панела и побољшати укупну стабилност димензија и равност готових производа.
5. Резиме пробног рада и план накнадног развоја
Ова почетна пробна серија је у потпуности потврдила супериорност опреме у пластификацији и открила кључне тачке побољшања за обликовање производа дебљине, акумулирајући драгоцено практично искуство за формалну масовну производњу чврсте пластичне грађе високих спецификација. У следећој фази, Ионгте ће убрзати завршетак оптимизације секције калупа за калупљење и верификацију секундарног пуштања у рад, континуирано полирати параметре процеса екструзије и настојати да постигне стабилну, високопрецизну и високоефикасну производњу рециклираних пластичних панела велике дебљине, оснажујући рециклирање високе вредности и индустријализовану примену пластике.

Повезане вести
- Ионгте комплетира линију за екструзију оквира врата од чврсте пене за индијске клијенте
- Може ли Ионгте машина за пластичну грађу производити различите облике и величине пластичне грађе?
- Референтни параметри линије за екструзију врата ВПЦ
- Како решити проблем са печењем материјала током процеса екструзије ВПЦ врата?
- Проба за пријем линије за производњу гумених цеви за цурење за индијског клијента
- Ионгте завршио фабрички тест прихватања прилагођеног екструдера са два вијка за рециклажу пластике за афричког клијента
Оставите ми поруку











