

Техничко решење за решавање неуравнотежене брзине екструзије линије за екструзију пластичних профила са четири шупљине
Техничко решење за решавање неуравнотежене брзине екструзије линије за екструзију пластичних профила са четири шупљине
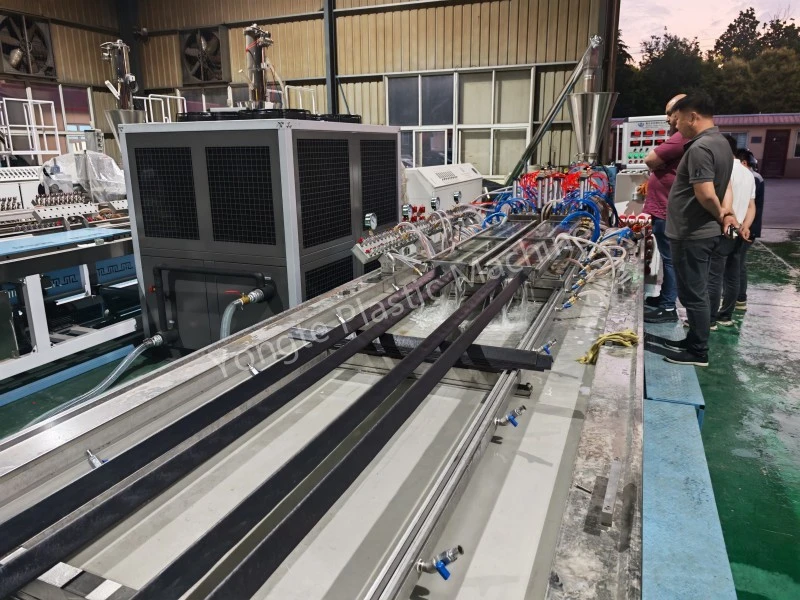
У процесу производње екструзије пластичног профила са четири шупљине, неуравнотежена брзина екструзије између четири шупљине је уобичајен технички проблем. Овај проблем ће директно узроковати недоследну тачност димензија производа, неуједначену дебљину зида, дефектне профиле и смањен принос производње, озбиљно ограничавајући стабилност и ефикасност масовне производње. На основу стварних производних материјала и спецификација производа купаца, Ионгте инжењерски тим је развио циљану професионалну оптимизовану шему дизајна матрице и система подршке како би темељно решио проблем недоследне радне брзине профила са четири шупљине, реализујући високо прецизну, стабилну и синхрону производњу линија за екструзију са четири шупљине.
1. Позадина техничких проблема
Традиционалне интегрисане матрице за екструзију са четири шупљине имају интегрисану структуру за грејање и контролу протока. Под утицајем фактора као што су неравномерна дистрибуција тока растопа, температурно одступање локалних области матрице и грешке при монтажи, брзина екструзије четири шупљине је склона недоследности током континуиране производње. Одступање брзине између шупљина довешће до разлика у брзини формирања профила и скупљања хлађења, што ће резултирати дефектима квалитета серије као што су савијање, деформација, величина ван толеранције и неуједначена равност површине готових производа, што не може да испуни високе стандардне производне захтеве пластичних профила.
2. Професионална оптимизована шема дизајна
У комбинацији са карактеристикама сировина купаца, параметрима структуре производа и условима производње на лицу места, Ионгте инжењери су спровели циљани прилагођени дизајн за структуру матрице, контролу протока, сечење вуче и помоћни систем транспорта, са детаљним техничким решењима као што следи:
2.1 Двострука структура тела са независном контролом температуре
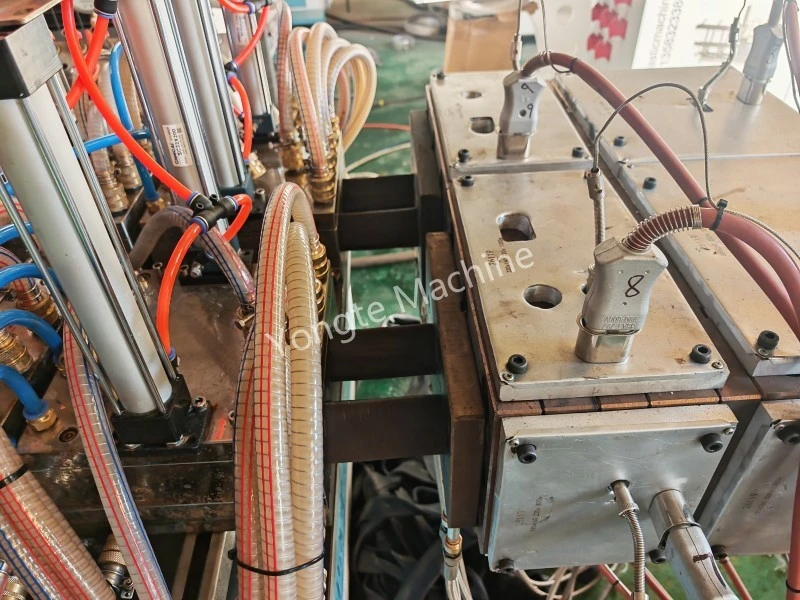
Оригинално интегрално тело матрице са четири шупљине је оптимизовано за адвострука независна структура тела, при чему је свако тело матрице опремљено са две екструзионе шупљине. Два сета тела матрице су потпуно независна у структурном дизајну и систему контроле температуре. Свако тело калупа је конфигурисано са независним модулом за грејање и јединицом за контролу температуре, која може да реализује одвојено прецизно подешавање температуре и контролу константне температуре. Овај дизајн ефикасно решава проблем недоследне флуидности талине изазване интегралним одступањем температуре матрице, стабилизује стање пластичног топљења сваке шупљине од извора и елиминише основни узрок разлике у брзини између различитих тела матрице.

2.2 Независни механизам за подешавање протока за једноструко тело
Свако независно тело матрице је опремљено посебним уређајем за подешавање протока. За одступање брзине две шупљине унутар истог тела једне матрице узроковано малим разликама у протоку и грешкама у монтажи, он-лине фино подешавање се може реализовати преко матице за подешавање протока. Прецизним подешавањем протока довода талине једне шупљине, брзина екструзије две шупљине у истом телу калупа може се одржати потпуно синхроном, остварујући калибрацију брзине шупљине на микро нивоу и обезбеђујући уједначеност излаза екструзије и брзину формирања сваке шупљине у истој групи.
2.3 Двоструки независни систем контроле брзине вуче
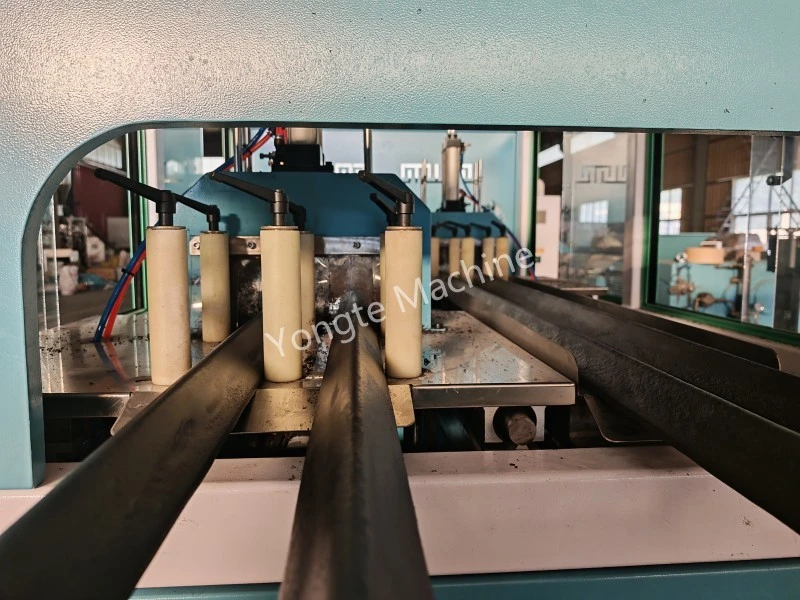
Двоструки комплети независних система за вучу су конфигурисани тако да одговарају двоструком телу матрице и распореду шупљина са дуплом групом. За разлику од традиционалног режима једноструке вуче, који истовремено вози четири шупљине, два сета опреме за вучу раде независно са одвојеним програмима контроле брзине. Систем може независно да подеси брзину вуче две групе профила са две шупљине у складу са стварном брзином екструзије два тела калупа, остварујући динамичко усклађивање брзине екструзије и брзине вуче, избегавајући истезање профила, скупљање и одступање димензија узроковано асинхроном вучом, и даље осигуравајући општу конзистентност брзине четири ца.

2.4 Независни систем сечења фиксне дужине
У складу са структуром екструзије и вуче са две групе, два сета независних система за сечење су опремљена за одвојене операције сечења фиксне дужине. Сваки систем сечења независно прати и усклађује брзину рада и ход одговарајуће групе профила. Независни режим контроле сечења елиминише грешку сечења и недоследност дужине узроковане јединственим сечењем профила са малим разликама у брзини, обезбеђује тачност сечења фиксне дужине за сваки профил шупљине и побољшава стопу квалификације производа.
2.5 Усклађивање система за аутоматско транспортовање и слагање
Конфигурисана су два сета независних регала за транспорт и слагање, који су прецизно усклађени са двоструким системима сечења. Након завршетка сечења фиксне дужине помоћу опреме за сечење, опрема за транспорт и слагање аутоматски завршава рад на пријему, транспорту и слагању материјала одговарајуће групе профила. Синхрони и независни рад транспортног система избегава акумулацију материјала, екструзију и конфузију у транспорту узроковану асинхроном брзином различитих профила шупљина, обезбеђује несметан и континуиран рад целе производне линије и остварује аутоматизовану и уредну производњу.

3. Техничке предности и производни ефекти
Кроз горе наведени систематски прилагођени дизајн, проблем недоследне брзине екструзије са четири шупљине у производњи пластичних профила је у потпуности решен. Двострука независна контрола температуре + фино подешавање протока једне групе + двоструки независни систем вуче и сечења формира калибрацију брзине пуне везе и систем синхроне контроле. Шема има следеће значајне предности: прво, остварује контролу извора тока и температуре растопа и елиминише почетну разлику у брзини екструзије; друго, остварује динамичко фино подешавање брзине у производном процесу како би се осигурао дуготрајан синхрони рад четири шупљине; треће, одговарајући аутоматизовани помоћни систем побољшава стабилност производње и конзистентност готових производа.
Након провере производње на лицу места, овај оптимизовани дизајн ефективно смањује толеранцију димензија и стопу дефеката код профила са четири шупљине, побољшава укупну стабилност производње и ефикасност производње екструзионе линије, и погодан је за дугорочну и стандардизовану производњу великог обима различитих пластичних профила.

Повезане вести
- Испорука линије за производњу пластичних профила са 4 шупљине у Јордан након успешног пуштања у рад
- Професионална решења за жутило, пруге и пукотине на дрвено-пластично композитним површинама врата
- Машина за екструзију од рециклираног пластичног профила са 4 шупљине Достиже 8 метара/минуту велике брзине
- Решење за проблеме производње ВПЦ екструдера
- Који материјал се може користити у Ионгте ВПЦ машини?
- Производна линија за рециклажу отпадног текстила је успешно тестирана
Оставите ми поруку











